Pengertian Mesin Drilling
Drilling adalah proses pemesinan yang
paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop
proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang
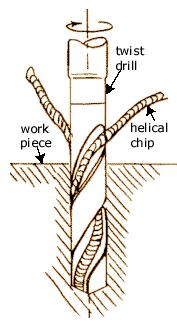
tepat. Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan
menggunakan mata bor (twist drill) (Widarto,
2008).
Sedangkan menurut Rasum (2006), proses bor (boring)
adalah proses meluaskan/memperbesar lubang yang bisa dilakukan dengan batang
bor (boring bar) yang tidak hanya dilakukan pada mesin gurdi atau drilling, tetapi bisa dengan mesin
bubut, mesin frais, atau mesin bor. Pada mesin ini, pisau
terpasang pada arbor dan diputar oleh spindle. Benda kerja terpasang pada meja
dengan bantuan catok atau ragum (vice) atau alat bantu lainnya. Meja bergerak vertikal (naik-turun),
horizontal (maju-mundur dan kekiri-kekanan). Dengan gerakan ini maka dapat menghasilkan benda-benda
seperti pembuatan:
1. Bidang rata
2. Alur
3. Lobang Tembus
4. Lobang Bertingkat
5. Chamfer
Alat Bantu Mesin Drilling
Mesin perkakas sebagai kelengkapan pada mesin drilling di antaranya ragum, klem set,
landasan (blok paralel), pencekam mata bor, sarung pengurang, pasak pembuka, boring
head, dan mata bor (Asyari, 2008).
Berikut ini penjelasan alat bantu pada mesin drilling dan milling:
a.
Ragum
Ragum
untuk Mesin Gurdi digunakan untuk mencekam benda kerja pada saat akan di bor.
b.
Klem set
Klem
set digunakan untuk mencekam benda kerja yang tidak mungkin dicekam dengan
ragum.
c.
Landasan (blok paralel)
Digunakan
sebagai landasan pada pengeboran lubang tembus, untuk mencegah ragum atau meja
mesin turut terbor.
d.
Pencekam mata bor
Digunakan
untuk mencekam mata bor yang berbentuk silindris. Pencekam mata bor ada dua
macam, yaitu pencekam dua rahang dan pencekam tiga rahang.
e.
Sarung bor (drill socket, drill
sleeve)
Sarung
bor digunakan untuk mencekam mata bor yang bertangkai konis.
f. Pasak pembuka
Digunakan
untuk melepas sarung pengurang dari spindel bor atau melepas mata bor dari
sarung pengurang.
g.
Boring head
Digunakan
untuk memperbesar lubang baik yang tembus maupun yang tidak tembus.
h.
Mata bor
Mata
bor merupakan alat potong pada Mesin Gurdi, yang terdiri dari bor spiral, mata
bor pemotong lurus, mata bor untuk lubang yang dalam (deep hole drill),
mata bor skop (spade drill), dan mata bor stelite.
Macam-Macam Mata Bor Drilling
Ada beberapa jenis mata bor untuk jenis pekerjaan yang
berbeda. Bahan benda kerja dapat juga mempengaruhi jenis dari mata bor yang
digunakan. Bentuk beberapa mata bor khusus untuk pengerjaan tertentu (Widarto, 2008). Penggunaan dari
masing-masing mata bor tersebut adalah:
1. Mata bor helix besar (high helix drills): mata bor
ini memiliki sudut helix yang besar, sehingga meningkatkan efisiensi
pemotongan, tetapi batangnya lemah. Mata bor ini digunakan untuk memotong logam
lunak atau bahan yang memiliki kekuatan rendah.
2. Mata bor helix kecil (low helix drills): mata bor
dengan sudut helix lebih kecil dari ukuran normal berguna untuk mencegah pahat
bor terangkat ke atas atau terpegang benda kerja ketika membuat lubang pada
material kuningan dan material yang sejenis.
3. Mata bor kerja berat (heavy-duty drills):
mata bor yang digunakan untuk menahan tegangan yang tinggi dengan cara
menebalkan bagian web.
4. Mata bor tangan kiri (left hand drills): mata bor
standar dapat dibuat juga untuk mata bor kiri. Digunakan pada pembuatan lubang
jamak yang mana bagian kepala Mesin Bor didesain dengan sederhana yang
memungkinkan berputar berlawanan arah.
5. Mata bor dengan sisi sayat lurus (straight flute
drills): bentuk ekstrim dari mata bor helix kecil, digunakan untuk membuat
lubang pada kuningan dan plat.
6. Mata bor poros engkol (crankshaft drills): mata
bor yang didesain khusus untuk mengerjakan poros engkol, sangat menguntungkan
untuk membuat lubang dalam pada material yang ulet. Memiliki web yang
tebal dan sudut helix yang kadang-kadang lebih besar dari ukuran normal. Mata
bor ini adalah mata bor khusus yang banyak digunakan secara luas dan menjadi
mata bor standar.
7. Mata bor panjang (extension drills): mata bor ini
memiliki batang/shank yang panjang yang telah ditemper, digunakan untuk
membuat lubang pada permukaan yang secara normal tidak akan dapat dijangkau.
8. Mata bor ekstra panjang (extra-length drills):
mata bor dengan badan pahat yang panjang, untuk membuat lubang yang dalam.
9. Mata bor bertingkat (step drills): satu atau dua
buah diamater mata bor dibuat pada satu batang untuk membuat lubang dengan
diameter bertingkat.
10. Mata bor ganda (subland drills): fungsinya sama
dengan mata bor bertingkat. Mata bor ini terlihat seperti dua buah mata
bor pada satu batang.
11. Mata bor (solid carbide): untuk membuat lubang
kecil pada material paduan ringan, dan material bukan logam, bentuknya bisa
sama dengan mata bor standar. Proses pembuatan lubang dengan mata bor ini tidak
boleh ada beban kejut, karena bahan carbide mudah pecah.
12. Mata bor dengan sisipan karbida (carbide tipped
drills): sisipan karbida digunakan untuk mencegah terjadinya keausan karena
kecepatan potong yang tinggi. Sudut helix yang lebih kecil dan web yang
tipis diterapkan untuk meningkatkan kekakuan mata bor ini, yang menjaga keawetan
karbida. Mata bor ini digunakan untuk material yang keras, atau material non
logam yang abrasif.
13. Mata bor dengan lubang minyak (oil hole drills):
lubang kecil di dalam bilah pahat bor dapat digunakan untuk mengalirkan minyak
pelumas/pendingin bertekanan ke ujung mata bor. Mata bor ini digunakan untuk
membuat lubang dalam pada material yang liat.
14. Mata bor rata (flat drills): batang lurus dan
rata dapat digerinda ujungnya membentuk ujung mata bor. Hal tersebut akan
memberikan ruang yang besar bagi beram tanpa bagian helix. Mata bor ini
digunakan untuk membuat lubang pada jalan kereta api.
15. Mata bor dengan tiga atau empat sisi potong: mata bor
ini digunakan untuk memperbesar lubang yang telah dibuat sebelumnya
(denganmmata bor atau di-punch). Mata bor ini digunakan karena
memiliki produktivitas, akurasi, dan kualitas permukaan yang lebih bagus dari
pada mata bor standar pada pengerjaan yang sama.
16. Bor senter (center drill): merupakan kombinasi
mata bor dan countersink yang sangat baik digunakan untuk membuat lubang
senter.