BAB
II
GURDI
(DRILLING)
Gurdi atau drilling adalah proses pemesinan yang paling sederhana diantara
proses pemesinan yang lain namun 75% dari proses pemotongan material menggunakan
proses ini.
Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai proses
pembuatan lubang bulat dengan menggunakan mata bor (twist drill) (Widarto, 2008). Sedangkan menurut Rasum (2006), proses bor (boring)
adalah proses meluaskan/memperbesar lubang yang bisa dilakukan dengan batang
bor (boring bar) yang tidak hanya dilakukan pada mesin gurdi atau drilling, tetapi bisa dengan mesin
bubut, mesin frais, atau mesin bor.
Proses
gurdi adalah proses pembuatan lubang dengan menggunakan pisau potong yang
berbentuk silinder dan mempunyai alur
berupa helix. Hasil pemotongan (chip/beram) akan keluar melalui alur
yang ada pada mata bor seperti gambar di atas. Proses bor yang menancap
langsung ke dalam material menyebabkan mata bor menjadi panas dan terjadi slip,
untuk mencegahnya benda kerja bisa banjiri dengan cairan pendingin (coolant).
Pada mesin ini, pisau terpasang pada arbor dan diputar oleh spindle. Benda kerja
terpasang pada meja dengan bantuan catok atau ragum (vice) atau alat bantu lainnya. Meja bergerak vertikal (naik-turun), horizontal (maju-mundur
dan kekiri-kekanan). Dengan gerakan ini maka dapat
menghasilkan benda-benda seperti pembuatan:
a.
Ulir
b.
Alur
c.
Lobang Tembus
d.
Lobang Bertingkat
e.
Chamfer
|
|
|
|
|
|
|
|
|
Karakter dari proses drilling dibanding proses pemotongan
metal lainnya adalah :
- Hasil potong akan keluar melalui lubang yang
dihasilkan melalui proses pengeboran itu sendiri.
- Chip yang besar dan panjang dapat mengakibatkan kesulitan
pengeluarannya.
- Drill bisa digunakan untuk proses pembuatan lubang
yang dalam.
- Untuk benda kerja besar dan lubang yang dalam,
dibutuhkan cairan pendingin untuk dialirkan ke ujung mata bor.
- Proses drilling ini bisa dilakukan oleh operator yang
belum berpengalaman.
Beberapa jenis mesin gurdi
|
a.
Press
Drill : Mesin drill portable yang sederhana dimana benda kerja cukup dicekam
menggunakan klem-C.
|
|
|
|
|
b.
Drill
Mill : Drill mill merupakan alat drill
portable yang ringkas dan bisa diposisikan di atas meja namun sudah memiliki
kemampuan yang lebih kompleks dan sudah bisa melakukan proses milling sederhana
seperti untuk pembuatan slot, ulir dan lainnya.
c.
Boring
: Merupakan alat yang digunakan untuk membuat lubang yang berukuran sangat
besar yang sudah tidak bisa lagi menggunakan mata bor.
d.
Horizontal
drilling machine : Proses pembuatan lubang dengan menggunakan 2 mata bor yang
berada di bagian kiri dan kanan mesin, benda kerja dicekam di bagian tengah
mesin.
Struktur
Mata Bor
Mata bor mempunyai 2 bentuk tangkai
untuk pencekaman, pertama tirus untuk pencekaman dengan arbor dan lurus untuk
pencekaman menggunakan collet atau chuck.
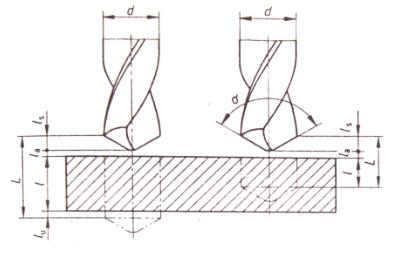
Menentukan
waktu proses
th =
Waktu proses L = Langkah proses
d =
Diameter mata bor f = Feed (pemakanan)
l =
kedalaman lubang i = Jumlah lubang
la =
jarak awalan Vc = Kecepatan potong
lu
= jarak akhiran n = Jumlah putaran (rpm)
ls
= tinggi drill tip α = Sudut drill tip
Langkah proses (L) :
1.
Lubang
tembus : L = l + ls + la + lu
2.
Lubang
tk tembus : L = l + ls + la
Waktu Proses (th) = (L . i) / (n.f)
 Waktu Proses (th) = (L . i) / (n.f)
Waktu Proses (th) = (L . i) / (n.f)
Menentukan Tinggi drill tip (ls) :
Sudut
dril tip (α)
|
80°
|
118°
|
130°
|
140°
|
Tinggi
drill tip (ls)
|
0,6
x d
|
0,3
x d
|
0,23
x d
|
0,18
x d
|
Tugas :
Pelat besi S45C setebal 1inchi akan diproses pada mesin bor yang telah diseting dengan kecepatan 450rpm dengan jarak awalan dan akhiran pengeboran adalah 1mm. Pada pelat tersebut akan dibuat 15 lubang tembus berdiameter 12mm dengan menggunakan mata bor bersudut 130°.
Hitunglah berapa lama waktu yang dibutuhkan untuk melakukan proses di atas.
Jika rate pengerjaan pengeboran adalah Rp.15.000 / jam, hitunglah berapa biaya yang harus dibayarkankan? Feed rate lihat tabel di atas gunakan yang medium untuk material S45C.
Tugas ditulis tangan dan dikumpulkan pada tanggal 27 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.