Perhatikan video pada link berikut : https://www.youtube.com/watch?v=ud_bMEIQlQU
Tugas :
Sebutkan apa saja aktifitas Metrologi / pengukuran yang ada dalam kehidupan sehari-hari menurut video diatas.
Dikumpulkan tanggal 5 April 2016.
Tuesday, March 29, 2016
Sunday, March 27, 2016
Proses Bubut / Proses permesinan Smt.IV
PROSES BUBUT
Ukuran Mesin bubut dinyatakan dalam diameter benda kerja yang dapat diputar, sehingga sebuah mesin bubut 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah panjang benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda kerja diantara kedua pusat mesin bubut, sedangkan sebagaian pabrik lain menyatakan dalam panjang bangku.
Ada beberapa variasi dalam jenis mesin bubut dan variasi dalam desainnya tersebut tergantung pada jenis produksi atau jenis benda kerja.
Pembubut Kecepatan (speed lathe) adalah mesin bubut yang mempunyai konstruksi sederhana dan terdiri dari bangku, kepala tetap, ekor tetap dan peluncur yang dapat distel untuk mendukung pahat. Digunakan untuk pemahatan tangan dan kerja ringan maka bubut dioperasikan pada kecepatan tinggi. Mesin jenis ini biasanya dipakai untuk membubut kayu, atau untuk membuat pusat pada silinder logam sebelum dikerjakan lebih lanjut oleh mesin bubut mesin.
Pembubut mesin. Mendapatkan namanya dari mesin bubut pertama /lama yang digerakkan oleh mesin setelah sebelumnya digerakkan dengan sabuk atas (overhead belt). Yang membedakannya dari bubut kecepatan adalah tambahan untuk pengendalian kecepatan spindel dan untuk penyanggaan dan pengendalian hantaran pahat tetap. Kepala tetap dilengkapi dengan puli kerucut empat tingkat yang menyediakan empat kisaran kecepatan spindel jika dihubungkan ke poros motor. Sebagai tambahan mesin ini dilengkapi dengan roda gigi belakang yang bila dihubungkan dengan puli kerucut akan memberikan tambahan empat variasi kecepatan.
Pembubut bangku adalah mesin bubut kecil yang terpasang pada bangku kerja. Disainnya mempunyai kesamaan dengan mesin bubut kecepatan atau mesin hanya berbeda dalam ukuran dan pemasangannya. Dibuat untuk benda kecil dan mempunyai kapasitas ayunan maksimum sebesar 250 mm pada pelat muka.
Pembubut Ruang Perkakas adalah mesin bubut untuk pembuatan perkakas kecil, alat ukur, die dan komponen presisi lainnya. Mesin ini dilengkapi dengan segala perlengkapan yang diperlukan untuk membuat pekerjaan perkakas yang teliti.
Operasi pada mesin bubut ada beraneka ragam :
• pembubutan
• pengeboran
• pengerjaan tepi
• penguliran
• pembubutan tirus
• Penggurdian
• Meluaskan lubang
Mesin Bubut Turet
Mesin bubut turet memiliki ciri khusus yang terutama disesuaikan untuk kebutuhan mesin produksi.
Keahlian pekerja disesuaikan pada mesin ini sehingga operator yang kurang pengalaman bisa menghasilkan komponen yang sejenis. Karakteristik utama kelompok mesin ini adalah bahwa pahat/perkakas bisa distel untuk operasi berurutan. Walaupun tenaga skill/terlatih diperlukan untuk menyetel perkakas dengan benar, namun setelah itu untuk mengoperasikannya bisa dilakukan oleh tenaga tidak terlatih.
Tugas :
1. Di atas telah di sebutkan bahwa ada 7 macam operasi/proses yang bisa dilakukan pada mesin bubut, cari penjelasan dari macam2 operasi tersebut.
2. Jelaskan perbedaan proses bubut biasa (pembubutan mesin) dengan proses bubut turet.
Tugas dikumpulkan : 3 April 2016
Ukuran Mesin bubut dinyatakan dalam diameter benda kerja yang dapat diputar, sehingga sebuah mesin bubut 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah panjang benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda kerja diantara kedua pusat mesin bubut, sedangkan sebagaian pabrik lain menyatakan dalam panjang bangku.
Ada beberapa variasi dalam jenis mesin bubut dan variasi dalam desainnya tersebut tergantung pada jenis produksi atau jenis benda kerja.
Pembubut Kecepatan (speed lathe) adalah mesin bubut yang mempunyai konstruksi sederhana dan terdiri dari bangku, kepala tetap, ekor tetap dan peluncur yang dapat distel untuk mendukung pahat. Digunakan untuk pemahatan tangan dan kerja ringan maka bubut dioperasikan pada kecepatan tinggi. Mesin jenis ini biasanya dipakai untuk membubut kayu, atau untuk membuat pusat pada silinder logam sebelum dikerjakan lebih lanjut oleh mesin bubut mesin.
Pembubut mesin. Mendapatkan namanya dari mesin bubut pertama /lama yang digerakkan oleh mesin setelah sebelumnya digerakkan dengan sabuk atas (overhead belt). Yang membedakannya dari bubut kecepatan adalah tambahan untuk pengendalian kecepatan spindel dan untuk penyanggaan dan pengendalian hantaran pahat tetap. Kepala tetap dilengkapi dengan puli kerucut empat tingkat yang menyediakan empat kisaran kecepatan spindel jika dihubungkan ke poros motor. Sebagai tambahan mesin ini dilengkapi dengan roda gigi belakang yang bila dihubungkan dengan puli kerucut akan memberikan tambahan empat variasi kecepatan.
Pembubut bangku adalah mesin bubut kecil yang terpasang pada bangku kerja. Disainnya mempunyai kesamaan dengan mesin bubut kecepatan atau mesin hanya berbeda dalam ukuran dan pemasangannya. Dibuat untuk benda kecil dan mempunyai kapasitas ayunan maksimum sebesar 250 mm pada pelat muka.
Pembubut Ruang Perkakas adalah mesin bubut untuk pembuatan perkakas kecil, alat ukur, die dan komponen presisi lainnya. Mesin ini dilengkapi dengan segala perlengkapan yang diperlukan untuk membuat pekerjaan perkakas yang teliti.
Operasi pada mesin bubut ada beraneka ragam :
• pembubutan
• pengeboran
• pengerjaan tepi
• penguliran
• pembubutan tirus
• Penggurdian
• Meluaskan lubang
Mesin Bubut Turet
Mesin bubut turet memiliki ciri khusus yang terutama disesuaikan untuk kebutuhan mesin produksi.
Keahlian pekerja disesuaikan pada mesin ini sehingga operator yang kurang pengalaman bisa menghasilkan komponen yang sejenis. Karakteristik utama kelompok mesin ini adalah bahwa pahat/perkakas bisa distel untuk operasi berurutan. Walaupun tenaga skill/terlatih diperlukan untuk menyetel perkakas dengan benar, namun setelah itu untuk mengoperasikannya bisa dilakukan oleh tenaga tidak terlatih.
Tugas :
1. Di atas telah di sebutkan bahwa ada 7 macam operasi/proses yang bisa dilakukan pada mesin bubut, cari penjelasan dari macam2 operasi tersebut.
2. Jelaskan perbedaan proses bubut biasa (pembubutan mesin) dengan proses bubut turet.
Tugas dikumpulkan : 3 April 2016
Friday, March 25, 2016
Potongan dan Irisan Gb. Mesin Smt II & IV
Materi ini tentang potongan dan irisan pada gambar kerja, sehingga kita bisa mengetahui dan melihat bagian dalam dari produk yang kita rancang dimana secara aktual tidak bisa terlihat.
Materi kuliah dapat di lihat disini : https://www.scribd.com/doc/305924210/UMSB-potongan-irisan
Kerjakan tugas yang ada di halaman 7, soal dan jawaban digambar di kertas A4, 1 soal dibuat sebesar 1/2 kertas A 4, sehingga saat dikumpul nanti akan ada 3 lembar kertas jawaban A4. Ukuran tidak harus presisi, diperkirakan saja.
Tugas dikumpulkan pada tanggal 2 (smt IV) dan tanggal 3 (smt II).
Materi kuliah dapat di lihat disini : https://www.scribd.com/doc/305924210/UMSB-potongan-irisan
Kerjakan tugas yang ada di halaman 7, soal dan jawaban digambar di kertas A4, 1 soal dibuat sebesar 1/2 kertas A 4, sehingga saat dikumpul nanti akan ada 3 lembar kertas jawaban A4. Ukuran tidak harus presisi, diperkirakan saja.
Tugas dikumpulkan pada tanggal 2 (smt IV) dan tanggal 3 (smt II).
Tuesday, March 15, 2016
Micrometer luar - Metrologi Smt VI
Bismillahirrahmanirrahim.
Berikut adalah link tentang pengukuran menggunakan Micrometer luar :
https://www.youtube.com/watch?v=SfoakFlenrA&index=2&list=PL8qyoRIwoKojAE8OI3Z-ppXHBCYpTKA6r
Silahkan simak video pada link di atas dan jawab pertanyaan pada tugas di awah.
Tugas :
1. Berapa ketelitian yang dapat dihasilkan oleh Micrometer.
2. Jelaskan cara mengukur dan membaca hasil pengukuran diameter luar dengan menggunakan Micrometer.
Tugas ditulis tangan dan dikumpulkan pada tanggal 29 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Sunday, March 13, 2016
GURDI (DRILLING) Proses Permesinan Smt-IV
BAB
II
GURDI
(DRILLING)
Gurdi atau drilling adalah proses pemesinan yang paling sederhana diantara
proses pemesinan yang lain namun 75% dari proses pemotongan material menggunakan
proses ini.
Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill) (Widarto, 2008). Sedangkan menurut Rasum (2006), proses bor (boring) adalah proses meluaskan/memperbesar lubang yang bisa dilakukan dengan batang bor (boring bar) yang tidak hanya dilakukan pada mesin gurdi atau drilling, tetapi bisa dengan mesin bubut, mesin frais, atau mesin bor.
Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill) (Widarto, 2008). Sedangkan menurut Rasum (2006), proses bor (boring) adalah proses meluaskan/memperbesar lubang yang bisa dilakukan dengan batang bor (boring bar) yang tidak hanya dilakukan pada mesin gurdi atau drilling, tetapi bisa dengan mesin bubut, mesin frais, atau mesin bor.
Proses
gurdi adalah proses pembuatan lubang dengan menggunakan pisau potong yang
berbentuk silinder dan mempunyai alur
berupa helix. Hasil pemotongan (chip/beram) akan keluar melalui alur
yang ada pada mata bor seperti gambar di atas. Proses bor yang menancap
langsung ke dalam material menyebabkan mata bor menjadi panas dan terjadi slip,
untuk mencegahnya benda kerja bisa banjiri dengan cairan pendingin (coolant).
Pada mesin ini, pisau terpasang pada arbor dan diputar oleh spindle. Benda kerja
terpasang pada meja dengan bantuan catok atau ragum (vice) atau alat bantu lainnya. Meja bergerak vertikal (naik-turun), horizontal (maju-mundur
dan kekiri-kekanan). Dengan gerakan ini maka dapat
menghasilkan benda-benda seperti pembuatan:
a.
Ulir
b.
Alur
c.
Lobang Tembus
d.
Lobang Bertingkat
e.
Chamfer
Karakter dari proses drilling dibanding proses pemotongan
metal lainnya adalah :
Beberapa jenis mesin gurdi
|
a.
Press
Drill : Mesin drill portable yang sederhana dimana benda kerja cukup dicekam
menggunakan klem-C.
|
b.
Drill
Mill : Drill mill merupakan alat drill
portable yang ringkas dan bisa diposisikan di atas meja namun sudah memiliki
kemampuan yang lebih kompleks dan sudah bisa melakukan proses milling sederhana
seperti untuk pembuatan slot, ulir dan lainnya.
c.
Boring
: Merupakan alat yang digunakan untuk membuat lubang yang berukuran sangat
besar yang sudah tidak bisa lagi menggunakan mata bor.
d.
Horizontal
drilling machine : Proses pembuatan lubang dengan menggunakan 2 mata bor yang
berada di bagian kiri dan kanan mesin, benda kerja dicekam di bagian tengah
mesin.
Struktur
Mata Bor
Mata bor mempunyai 2 bentuk tangkai
untuk pencekaman, pertama tirus untuk pencekaman dengan arbor dan lurus untuk
pencekaman menggunakan collet atau chuck.
Menentukan
waktu proses
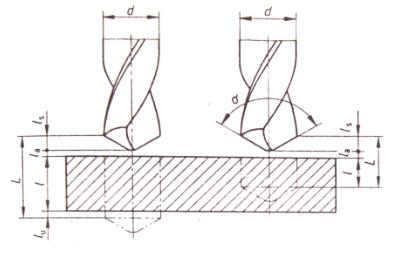
th =
Waktu proses L = Langkah proses
d =
Diameter mata bor f = Feed (pemakanan)
l =
kedalaman lubang i = Jumlah lubang
la =
jarak awalan Vc = Kecepatan potong
lu
= jarak akhiran n = Jumlah putaran (rpm)
ls
= tinggi drill tip α = Sudut drill tip
Langkah proses (L) :
1.
Lubang
tembus : L = l + ls + la + lu
2.
Lubang
tk tembus : L = l + ls + la
|

Menentukan Tinggi drill tip (ls) :
Sudut
dril tip (α)
|
80°
|
118°
|
130°
|
140°
|
Tinggi
drill tip (ls)
|
0,6
x d
|
0,3
x d
|
0,23
x d
|
0,18
x d
|

Tugas :
Pelat besi S45C setebal 1inchi akan diproses pada mesin bor yang telah diseting dengan kecepatan 450rpm dengan jarak awalan dan akhiran pengeboran adalah 1mm. Pada pelat tersebut akan dibuat 15 lubang tembus berdiameter 12mm dengan menggunakan mata bor bersudut 130°.
Hitunglah berapa lama waktu yang dibutuhkan untuk melakukan proses di atas.
Jika rate pengerjaan pengeboran adalah Rp.15.000 / jam, hitunglah berapa biaya yang harus dibayarkankan? Feed rate lihat tabel di atas gunakan yang medium untuk material S45C.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Tuesday, March 8, 2016
Tugas-1 Mesin perkakas SMT VI
Materi mesin perkakas bisa dilihat pada link di bawah ini :
https://www.scribd.com/doc/302389953/Materi-Bahan-Ajar-Mesin-Perkakas-1-4
Tugas 1 :
1. Kapan pembuatan mesin perkakas modern pertama kali dimulai saipa pembuatanya dan apa tujuan pembuatannya.
2. Sistem manufaktur berbasis produksi massal dimulai pada tahun 1788 di Amerika Serikat, siapa penemunya dan untuk tujuan apa sistem ini dikembangkan pada saat itu.
3. Jelaskan proses-proses umum yang biasa dilakukan oleh mesin perkakas.
Tugas ditulis tangan dan dikumpulkan pada tanggal 29 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
https://www.scribd.com/doc/302389953/Materi-Bahan-Ajar-Mesin-Perkakas-1-4
Tugas 1 :
1. Kapan pembuatan mesin perkakas modern pertama kali dimulai saipa pembuatanya dan apa tujuan pembuatannya.
2. Sistem manufaktur berbasis produksi massal dimulai pada tahun 1788 di Amerika Serikat, siapa penemunya dan untuk tujuan apa sistem ini dikembangkan pada saat itu.
3. Jelaskan proses-proses umum yang biasa dilakukan oleh mesin perkakas.
Tugas ditulis tangan dan dikumpulkan pada tanggal 29 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Vernier Caliper - Metrologi Smt.VI
Bismillahirrahmanirrahim.
Berikut adalah link tentang pengukuran menggunakan Jangka sorong (vernier caliper) :
https://www.youtube.com/watch?v=1WqWel4ENWg&index=1&list=PL8qyoRIwoKojAE8OI3Z-ppXHBCYpTKA6r
Silahkan simak video pada link di atas dan jawab pertanyaan pada tugas di awah.
Tugas :
1. Untuk jenis pengukuran apa saja Vernier Caliper ini dapat kita gunakan.
2. Pada vernier caliper terdapat 3 komponen utama untuk dapat melakukan jenis pengukuran yang disebut pada tugas no.1 di atas, sebutkan dan bagaimana car penggunaannya.
3. Jelaskan cara mengukur dan membaca hasil pengukuran diameter luar dengan menggunakan vernier caliper.
Tugas ditulis tangan dan dikumpulkan pada tanggal 29 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Saturday, March 5, 2016
Pemberian ukuran - Gambar mesin Smt II & IV
Pelajarilah tentang aturan-aturan pemberian ukuran pada gambar kerja pada link di bawah ini :
https://www.scribd.com/doc/302387372/Ukuran-Pada-Gambar-Kerja
Tugas :
Buatlah gambar kerja proyeksi eropa dari gambar di bawah ini lengkap dengan ukuran sesuai materi yang anda pelajari dari link di atas.

Kerjakan tugas pada kertas A4 lengkap dengan etiket gambar dan dikumpulkan pada tanggal 29 Maret 2016.
Silahkan gunakan watu 2 minggu (2 kali pertemuan) untuk mendiskusikan dan menyelesaikan tugas ini.
Pelajaran berikutnya akan dilanjutkan pada tanggal 19 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
https://www.scribd.com/doc/302387372/Ukuran-Pada-Gambar-Kerja
Tugas :
Buatlah gambar kerja proyeksi eropa dari gambar di bawah ini lengkap dengan ukuran sesuai materi yang anda pelajari dari link di atas.

Kerjakan tugas pada kertas A4 lengkap dengan etiket gambar dan dikumpulkan pada tanggal 29 Maret 2016.
Silahkan gunakan watu 2 minggu (2 kali pertemuan) untuk mendiskusikan dan menyelesaikan tugas ini.
Pelajaran berikutnya akan dilanjutkan pada tanggal 19 Maret 2016.
Untuk yang tidak menggumpulkan tepat waktu nilai dianggap 0 (nol).
Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Pendahuluan Proses Permesinan - Smt IV
Bismillahirrahmanirrahim.
Tidak ada tugas untuk sesi ini. Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Proses pemesinan
merupakan proses pembentukan benda kerja yang dilakukan dengan cara memotong
bagian benda kerja yang tidak digunakan dengan menggunakan pahat (cutting
tool), sehingga terbentuk permukaan benda kerja menjadi komponen yang
dikehendaki. Pahat yang digunakan dipasang pada satu jenis mesin perkakas dengan
gerakan relatif tertentu (berputar atau bergeser) disesuaikan dengan bentuk
benda kerja yang akan dibuat. Pahat yang digunakan dapat diklasifikasikan
sebagai pahat bermata potong tunggal (single point cutting tool) dan pahat
bermata potong jamak (multiple point cutting tool) . Pahat dapat melakukan
gerak potong (cutting) dan gerak makan (feeding).
Proses pemesinan
dengan menggunakan prinsip pemotongan logam dibagi dalam tiga kelompok dasar,
yaitu : proses pemotongan dengan mesin pres, proses pemotongan konvensional
dengan mesin perkakas, dan proses pemotongan non konvensional .
Proses pemotongan
konvensional dengan mesin perkakas meliputi proses bubut (turning), proses
frais (milling), sekrap (shaping). Proses pemotongan logam ini biasanya
dinamakan proses pemesinan, yang dilakukan dengan cara membuang bagian benda
kerja yang tidak digunakan menjadi beram (chips) sehingga terbentuk benda
kerja.Proses pemesinan adalah proses yang paling banyak dilakukan untuk
menghasilkan suatu produk jadi yang berbahan baku logam. Diperkirakan sekitar
60% sampai 80% dari seluruh proses pembuatan suatu mesin yang komplit dilakukan
dengan proses pemesinan.
Proses pemesinan
dapat diklasifikasikan dalam dua klasifikasi besar yaitu proses pemesinan untuk
membentuk benda kerja silindris atau konis dengan benda kerja/pahat berputar,
dan proses pemesinan untuk membentuk 4 benda kerja permukaan datar tanpa
memutar benda kerja.
a.
Klasifikasi
yang pertama meliputi proses bubut dan variasi proses yang dilakukan dengan
menggunakan mesin bubut, mesin gurdi (drilling), mesin frais (milling), mesin
gerinda (grinding).
b.
Klasifikasi kedua meliputi proses sekrap
(shaping, planing), proses slot (sloting), proses menggergaji (sawing), dan
proses pemotongan roda gigi (gear cutting).
Tidak ada tugas untuk sesi ini. Tulis nama di kolom comment di bawah artikel ini untuk digunakan sebagai pengganti absensi.
Selamat menuntut ilmu,
Rudi K Arief, ST. MT.
Subscribe to:
Comments (Atom)